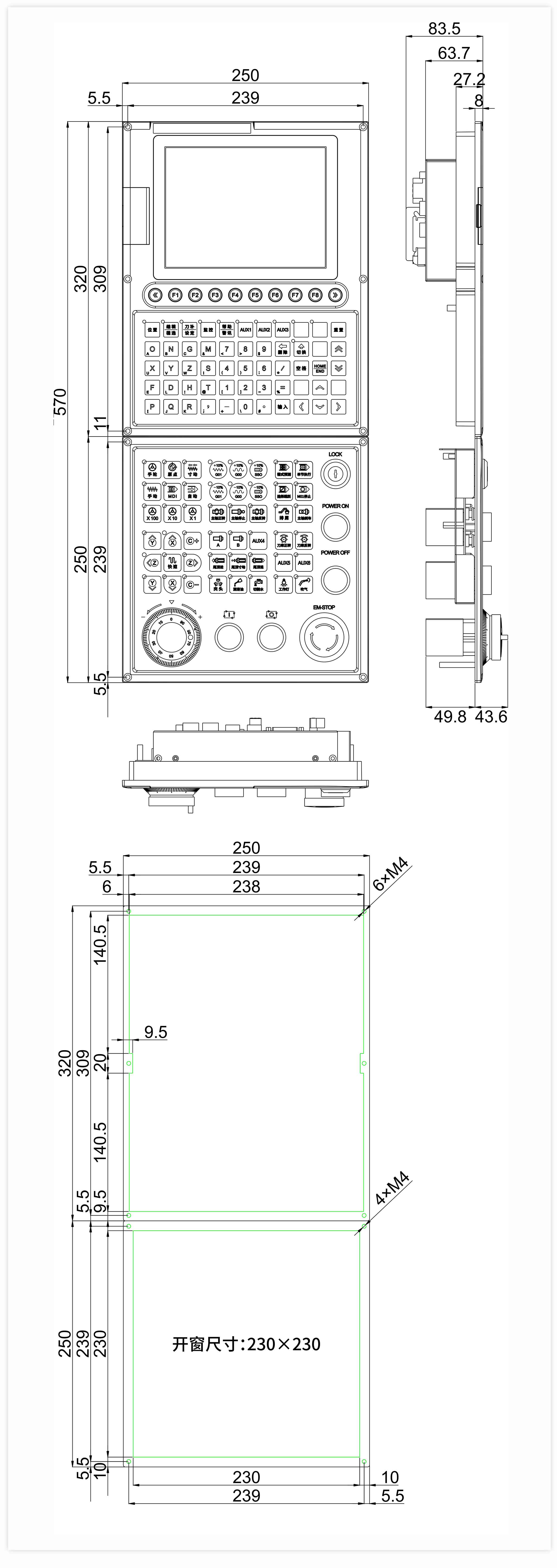
B系列8寸车床数控系统(立式)
B0x-NX2A1V-T6
关注次数:次
商品类型:B0x-600T系列



名称 | B0x-600T系列 | ||
B0x-600TA | B0x-600TB | ||
系统规格 | 常用型号 | B0x-NX2A1H-T6/B0x-NX2A1V-T6 | |
安装方式 | 横式/立式 | ||
最大轴数(含主轴,选配) | 6(8) | 6(8) | |
最大通道数(选配) | 1(1) | 2(2) | |
单个通道最大联动轴数 | 4 | ||
单个通道最大主轴数量 | 3(4) | ||
显示屏尺寸 | 8寸/10.4寸/15寸 | ||
应用场合(轴向分布) | 单通道:XYZABC | ||
DA/AD | 选配拓展 | ||
操作系统 | RT Linux | ||
内存 | 2GB | ||
程式容量 | 8GB | ||
预读单节数 | 4000 Block/S | ||
最大刀具补偿组数 | 160组 | ||
传输 | USB/RS485/LAN/WIFI | ||
总线伺服 | MECHATROLINK-Ⅲ、EtherCAT总线 | ||
总线主轴 | 支持 | ||
标准I/O | 总线轴卡(含2个脉冲口):I24/O16 | 总线轴卡(含2个脉冲口):I24/O16 | |
最大拓展I/O | I128/O128 | ||
IoT工业物联网 | 支持 | ||
绝对值功能 | 支持MECHATROLINK-Ⅲ、EtherCAT、RS485、SSI绝对值(选配) | ||
程序功能 | 编程指令(G代码) | 遵循国际规范 | |
宏程序编程标准 | 支持(Macro B、Macro C) | ||
背景编程 | 支持 | ||
对话式智能 | 支持 | ||
程序U盘传输 | 支持 | ||
程序自动检错 | 支持 | ||
程序锁功能 | 限制程式编辑(选配) | ||
同步轴 | 同主轴同时螺纹车削 | 支持 | |
双通道主轴同步 | 支持 | ||
轴耦合/交换/混合 | 支持 | ||
机械手 | 机械手独立通道控制 | 支持 | |
刀塔 | 伺服刀塔 | 支持 | |
系统轴控制刀塔 | 支持 | ||
高速高精 | 主轴(C)轴动态定位 | 无需停止切换模式 可直接执行定位(需搭配伺服主轴) | |
车/攻牙快速退刀 | 支持 | ||
单节间不停顿模式 | 支持 | ||
全闭环控制功能 | 支持 (速度控制全闭环(AB相反馈,SSI反馈-选配)) | ||
补偿功能 | 锥度补偿 | 支持 | |
反向间隙补偿 | 支持 | ||
圆弧尖角补偿 | 支持 | ||
双向螺杆误差补偿 | 支持 | ||
前馈补偿 | 支持 | ||
冷热机温度补偿 | 支持 | ||
辅助功能 | 自定义开机画面 | 支持 | |
自定义M码 | 支持 | ||
自定义G码 | 支持 | ||
总线轴与泛用轴混用 | 支持 | ||
IO重定义功能 | 支持 | ||
倾斜轴加工 | 支持 | ||
倾斜平面加工 | 支持 | ||
DNC加工 | 支持 | ||
比例缩放 | 支持 | ||
加减速类型 | 直线型(恒A)、S型(恒JERK) | ||
刀具寿命管理 | 时间限制/次数限制 管理 | ||
保护功能 | 安全门、硬极限、软极限、夹头未夹紧检测、刀塔换刀检测 | ||
手轮预测 | 支持手轮预测/手轮回退功能 | ||
手轮插断 | 支持 | ||
再启动功能 | 程序断点自动寻找再启动、自定义再启动 | ||
多功能手轮 | 支持 | ||
图形模拟 | 程式执行前图形预览,程式执行中动态描图 | ||
权限管理 | 参数权限管理 | ||
万年历锁机 | 支持 | ||
轴向负载监控 | 支持 | ||
示波器功能 | 实时监控系统命令及伺服回授波形 | ||
跟随误差检测 | 支持 | ||
主轴转速到达检测 | 支持 | ||
数据备份 | 程式备份、参数备份、刀补备份 | ||
切削功能 | 抛物线插补 | 支持 | |
椭圆插补 | 支持 | ||
圆柱插补 | 支持 | ||
3维圆弧插补 | 支持任意三轴笛卡尔坐标系内的空间球面插补 | ||
多边形切削(飞刀) | 支持 | ||
极坐标插补 | 支持 | ||
攻牙 | G84/G88(支持倾斜攻牙) | ||
螺纹切削 | 支持螺纹循环车削,多头螺纹、圆弧螺纹、斜螺纹、变距螺纹等车削 | ||
断屑车削 | 支持二代(直线、圆弧、螺纹断屑) | ||
可编程尾顶 | 可编程尾顶 | 支持 | |